15858612255
商务合作:0576-86302999
车铣复合的定义、工艺、优点介绍
更新时间:2026-05-20 点击次数:9079
车铣复合机是一种集车削和铣削于一体的加工方式机床,可以同时完成零件的车削、铣削以及钻孔等多个工艺过程,具有高效率、高精度、高自动化等特点。下面将从定义、工艺、优点三个方面进行介绍。
1、定义
车铣复合是由车床和铣床两种加工方式组合成的一种复合机床。该机床能够在同一装夹、同一精度和同一程序下,实现零件的车削、铣削、钻孔、攻丝等多个工艺过程,可以作为多种零部件的生产工具,如:齿轮、传动轴、齿条、螺纹等。
2、工艺
加工的工艺比较复杂、要求高,需要具备一定的专业技能。其工艺流程一般由以下几个环节组成:
1.机床准备:主要包括机床的设置、刀具切削设定、夹紧装置设置等。
2.工艺编程:根据零件的加工工艺要求,进行程序的编写、优化和*。
3.机床加工:启动机床,按照设定程序执行零件加工。
4.质量检测:对于加工后的零部件进行质量检测,如:精度、表面光洁度、尺寸等。
3、优点
车铣复合机床克服了单向加工机床的一些不足,具备了以下优点:
1.高效率:单机完成多种工艺,节约工艺转换时间和成本。
2.高精度:精度高,表面光洁度好,提高零部件的实用性和美观性。
3.高自动化:程式化、自动化加工过程,充分利用人力取得效益。自动化程度高,减少了人为操作差错的可能性,提高了生产效率和产品品质。

核心几何/运动分析图
正交车铣加工示意图
用于明确工件主轴(C轴)与铣刀主轴的空间位置、切削接触区、进给方向;是工艺编程与力学建模的基础。
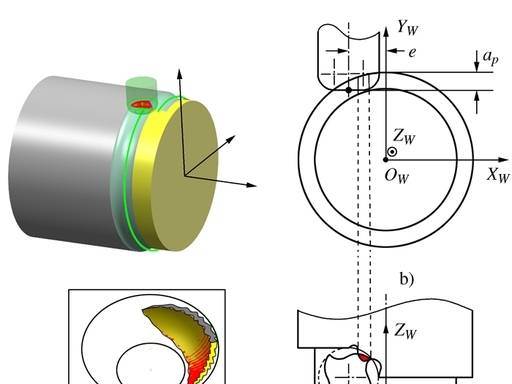
标注:工件直径Dw、刀具直径Dt、切削速度vc、每齿进给量fz、X/Y/Z/C轴联动关系;
适用:斜向切入、端面铣削、螺纹铣削的轨迹规划。
多轴联动坐标系统图
清晰展示车铣复合的标准轴(X径向、Z轴向、C主轴转角)+附加轴(Y垂直跨距、B/A摆角);区分单主轴/双主轴布局。
用途:机床选型、后置处理配置、避免轴干涉碰撞。
一、技术要点说明表
| 运动类型 | 控制轴 | 主要功能 | 典型应用场景 |
|---|---|---|---|
| 铣刀旋转 | 主轴S | 产生主切削力 | 面铣、轮廓铣、钻孔 |
| 工件旋转(车削) | C轴 | 外圆/内孔车削 | 车外圆、螺纹加工 |
| 工件旋转(分度) | C轴 | 多面体加工、圆周均布特征 | 多边形铣削、圆周钻孔 |
| 轴向进给 | Z轴 | 控制纵向切削长度 | 深孔铣削、长轴车削 |
| 径向进给 | X轴 | 控制切深或径向轮廓 | 端面加工、沟槽铣削 |
二、下面是车铣复合的定义、核心工艺和主要优点的对比表格,可以帮助您快速了解其核心要点。
| 方面 | 核心内容 | 详细说明 |
|---|---|---|
| 定义 | 先进制造技术 | 车铣复合加工不是简单地将车床和铣床的功能拼凑在一起,而是将车削、铣削、钻孔、攻丝等多种加工工艺高度集成于一台数控机床上。它通过多轴联动控制(如X、Y、Z、A、C轴),实现工件与刀具合成运动的复杂加工。 |
| 核心工艺 | 1. 一次装夹,多工序完成 | 这是车铣复合最核心的工艺理念。工件在机床上仅需一次装夹定位,即可按程序顺序完成车外圆、铣平面、钻孔、攻丝等多种加工任务,避免了在多台设备间转移和重复装夹。 |
| 2. 复杂的编程与数控系统 | 工艺实现依赖于先进的数控系统。编程人员需综合运用车、铣编程逻辑,合理规划刀具路径和加工顺序,以防止干涉并优化效率。机床通常配备在线测量功能,可在加工过程中进行关键尺寸的检测与补偿。 | |
| 3. 针对性的工艺设计 | 工艺设计需充分考虑加工顺序、刀具选择和装夹方式。例如,优先安排热处理,合理使用中心架和尾座顶尖以提高细长零件加工时的稳定性等。 | |
| 主要优点 | 1. 大幅提高加工精度 | 由于减少多次装夹,从根本上避免了因转换定位基准而产生的累积误差。同时,一次装夹完成加工也更好地保证了各加工特征之间的位置精度。 |
| 2. 显著提升生产效率 | 大幅缩短产品制造工艺链,减少了工件在不同机床间的周转、等待时间以及装卡调整等生产辅助时间,从而加快生产周期。 | |
| 3. 降低综合成本 | 虽然单台设备投资较高,但由于减少了所需机床和专用工装夹具的数量,节约了车间占地面积和设备维护成本,从整体上降低了固定资产投资和生产管理成本。 | |
| 4. 增强生产灵活性 | 一台车铣复合机床能够快速适应不同工件的加工需求,只需更换程序和刀具即可切换生产任务,非常适合多品种、小批量的柔性制造模式。 |
三、产品定位与技术特点(影响用户体验的基础)
浙江旨恒机床有限公司主推的车铣复合产品,TL-300智能电主轴自动化双主轴车铣复合机床,具备以下典型参数:
| 类别 | 项目 | 单位 | 参数 |
|---|---|---|---|
| 加工能力 | 床身最大工件回转直径 | mm | Φ300 |
| 排刀板上最大工件回转直径 | mm | Φ200 | |
| 托板上最大工件回转直径 | mm | Φ300 | |
| 最大工件车削直径(盘类) | mm | Φ160 | |
| X/Z轴 | Z轴/Z轴最大行程 | mm | X350/Z300 |
| X/Z轴快移速度 | mm/min | 18000/18000 | |
| X/Z轴驱动电机扭矩(功率) | Nm(Kw) | 11(1.5) | |
| 主轴 | 主轴鼻端形式 | / | A2-5 |
| 主轴通孔直径 | mm | Φ48 | |
| 主轴最高转速 | r/min | 4500 | |
| 伺服电主轴功率 | kw | 3.7/5.5 | |
| 刀架 | 刀架 | / | 直排刀架/8 |
| 刀方规格 | mm | ≥20×20 | |
| 机床重量 | 净重(约) | kg | 3100 |
| 外形尺寸 | 外形尺寸(长×宽×高) | mm | 3140×1530×1810 |
四、潜在用户正面反馈
根据旨恒在汽车产业、精密机械、电子信息等领域的应用案例,以及其“实现车削高效率、高精度”的定位,用户可能给予以下积极评价:
1.加工效率高
“一台设备完成车、铣、钻、攻丝多工序,减少装夹次数,节拍比传统两台设备快30%以上。”
2.精度稳定性较好
电主轴+整体铸件床身设计,热变形控制较优,在连续8小时运行中尺寸波动控制在±0.01mm内(适用于IT7–IT6级零件)。
3.适合自动化集成
多家用户反馈其设备预留机械手接口,与国产桁架或关节机器人对接顺畅,适合建设小型柔性单元。
4.性价比突出
相比其他同类双主轴车铣复合机,价格低30%–50%,维护成本更低,备件响应快(浙江本地服务优势)。
五、务实型用户的优选
综合来看,浙江旨恒的车铣复合机床精准切入“高性价比、高可靠性、易集成”的中端市场。其用户画像多为:
年产值1–5亿元的民营制造企业
对投资回报率敏感的汽配、五金、电子代工厂
正在推进自动化的中小型精密加工厂
这类用户普遍反馈:“够用、耐用、服务跟得上。”
六、获取真实用户评价的建议
若您希望了解更具体的使用感受,可通过以下途径:
参观机床展:旨恒近年持续参展,现场可与已购机用户交流;
联系旨恒销售:要求提供同行业客户案例并申请实地参观;
查阅职友集/脉脉:部分操作员或设备主管会分享一线使用体验;
关注机床商务网等B2B平台:偶有用户发布试用报告。
相关资料
车铣复合机.pdf
下一篇:实现电主轴车床降低成本的措施
联系方式
邮件:841477306@qq.com地址:浙江台州温岭市山市金山路工业区

技术支持:机床商务网 管理登陆
浙江旨恒机床有限公司版权所有 2026 备案号:浙ICP备18013022号-2 GoogleSitemap